
Low-velocity pneumatic sand-conveying systems built with low air volume and high air pressure always outperform high-velocity pneumatic sand-conveying systems with high air volume and low air pressure. Here we have talked about the ways to keep a proper pneumatic sand conveying system.
Air supply-
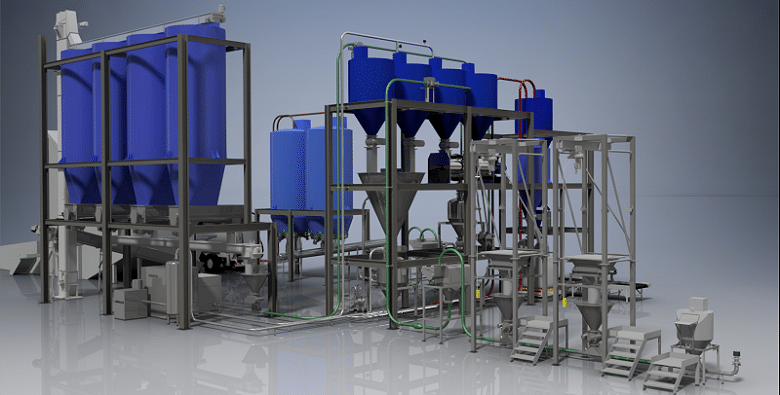
A low-velocity pneumatic sand-conveying system may be constructed with few moving components for semi-continuous transmission of free flowing, dry sand.
The blow tank is responsible for transferring sand from a feed bin to the constantly pressured pipeline at atmospheric pressure in tiny batches. Constant air supply and short fill periods for blow tanks are used for nearly continuous conveying.
The capacity-
One or more sand receiving bins with level probes and diverter pinch valves, as well as a dust collection system for the receiving bins, are part of a low-velocity sand-conveying system. A supply of compressed air is also required.
At all times during sand transfer, the pipeline is filled to capacity with sand, no additional air (boosters) is injected along the pipeline. While doing that no air purge is required at the end of a conveying cycle, resulting in significantly less compressed air use than most conventional pneumatic conveying systems found in a foundry.
Should be closed-
Pneumatic conveying applications must be fully disclosed at the design stage to ensure that preventative maintenance is required. Specs for the sand to be transferred, the amount of tonnage needed, the availability of power and compressed air, the location of the blow tank assembly, the layout and length of the pipe run, pipeline supports, as well as the area of receiving bins and dust collectors are included in this document.
The conveying system could be constructed for optimum operation, and parameters for monitoring system performance can be set using the primary data given.
Last step-
Perform an air pressure test once the system has been installed and ready to function by securing all openings and pressuring the system to 125 percent of operating pressure, and then shutting off all valves. A pressure gage should show that the system can sustain the test pressure for at least one hour. Know that there might be some kind of a leak which must be discovered and addressed at this time.
After a successful pressure test and during system startup, it is recommended to measure and record compressed-air pressure, compressed-air flow rate, blow-tank cycle time, and delivered tonnage after the proper adjustments have been made to airflow and air pressure and expected performance had been achieved.